ガス抜き
金型設計においては、「いかに有効なガス抜きをつけるか」がトラブル(ヤケ、充填不良、離型不良、ウエルドの目立ち等)を少なくする上でのポイントになります。
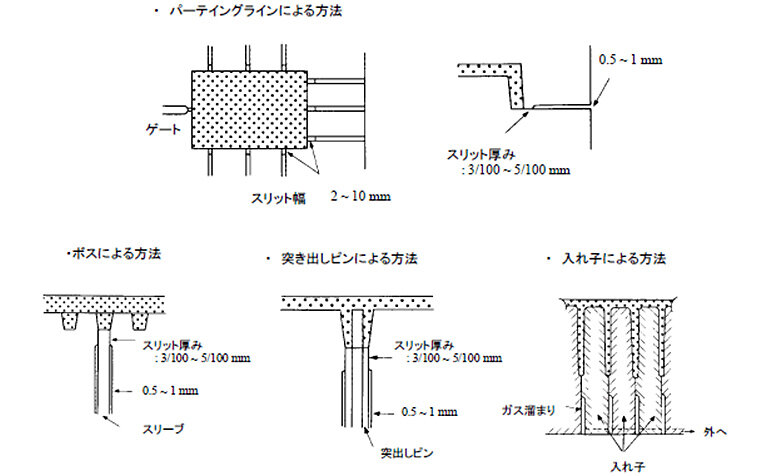
ガス抜きは、基本的には樹脂の流動末端(ウエルド、ボス、リブ、パーティングライン)にそれぞれ設ける必要があります。
ガス抜きの方法は、樹脂が流れ込まずに揮発ガスのみが通過するスリット(ゲートからの距離によって深さは異なりますが、ゲートに近い所では3/100mm、遠い所では5/100mmが目安になります)を多数設けるのが一般的です。
ランドは5~10mmとして、それより金型の外まで0.5~1mm程度と深くします。(幅は5~10mm)
ご注意
当社は、当社材料のご使用や、または、当社が提案したいかなる情報のご利用による御社製品の品質や安全性を保証するものではありません。
御社ご自身により、御社製品への適合性を判断してください。法規制や工業所有権等にも充分にご注意ください。

