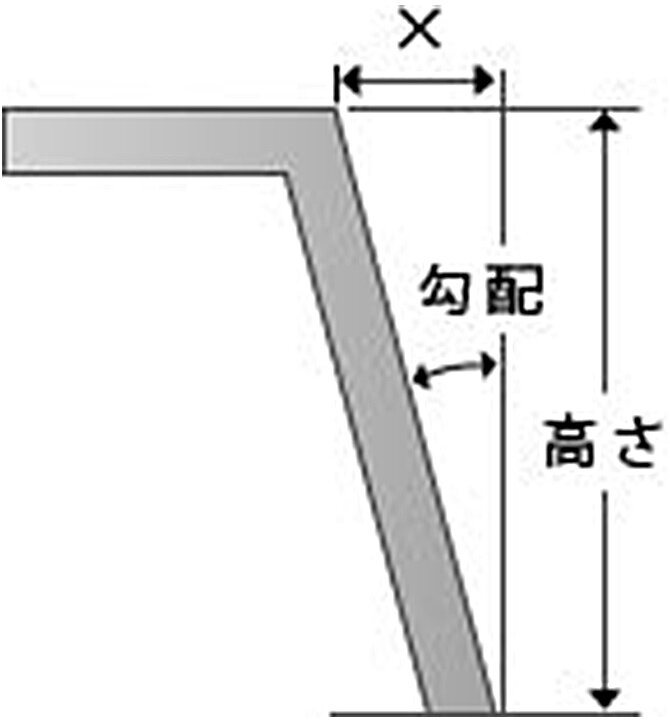
抜き勾配
成形品の金型キャビティからの離型を容易にするためには、成形品の抜き勾配が重要です。
抜き勾配や金型キャビティの表面仕上が適切でない場合は、型開きが不可能になったり、突き出しの際に成形品に割れ、カジリなどの不良を生ずることが多くなります。
抜き勾配や金型キャビティの表面仕上が適切でない場合は、型開きが不可能になったり、突き出しの際に成形品に割れ、カジリなどの不良を生ずることが多くなります。
抜き勾配の値は、 下記の事項を考慮して決めることが大切です。
- 材料の特性(成形収縮率、剛性および潤滑性)
- 成形品の形状・構造(型開き方向の成形品の高さ、成形品の肉厚)
- 金型の構造(突き出しの方向)
- 金型の精度(成形品の抜き方向の金型キャビティ面の仕上の程度)
- 成形条件(型内樹脂圧)
一般的には1~2゜の抜き勾配が適当ですが、抜き勾配がとりにくい場合でも最小0.5゜が目安となります。 抜き勾配の小さい成形品の場合には、過剰充填を避けることが必要です。
金型表面シボ加工の場合、シボの探さが10μにつき勾配は 1゜大きくしてください。
抜き勾配 寸法早見表
( X : mm )
| 高さ (mm) | 勾配 | ||||||
|---|---|---|---|---|---|---|---|
| 1/4゜ | 1/2゜ | 2゜ | 3゜ | 4゜ | 4゜ | 5゜ | |
| 25 | 0.11 | 0.22 | 0.44 | 0.87 | 1.31 | 1.74 | 2.19 |
| 50 | 0.22 | 0.44 | 0.88 | 1.75 | 2.62 | 3.50 | 4.37 |
| 75 | 0.33 | 0.65 | 1.31 | 2.62 | 3.93 | 5.24 | 6.56 |
| 100 | 0.44 | 0.87 | 1.75 | 3.49 | 5.24 | 7.00 | 8.75 |
| 125 | 0.55 | 1.09 | 2.19 | 4.36 | 6.55 | 8.74 | 10.94 |
| 150 | 0.66 | 1.31 | 2.63 | 5.24 | 7.86 | 10.49 | 13.12 |
| 175 | 0.77 | 1.52 | 3.06 | 6.11 | 9.17 | 12.23 | 15.31 |
| 200 | 0.88 | 1.74 | 3.50 | 6.98 | 10.48 | 13.98 | 17.50 |
| 225 | 0.99 | 1.96 | 3.94 | 7.85 | 11.79 | 15.73 | 19.68 |
| 250 | 1.10 | 2.18 | 4.38 | 8.73 | 13.10 | 17.48 | 21.87 |
| 275 | 1.21 | 2.39 | 4.81 | 9.60 | 14.41 | 19.22 | 24.06 |
| 300 | 1.32 | 2.61 | 5.25 | 10.47 | 15.72 | 20.97 | 26.24 |
ご注意
当社は、当社材料のご使用や、または、当社が提案したいかなる情報のご利用による御社製品の品質や安全性を保証するものではありません。
御社ご自身により、御社製品への適合性を判断してください。法規制や工業所有権等にも充分にご注意ください。

