トラブルガイド
成形不良
充填不足
充填不足は、射出成形工程において一部の金型内に樹脂が充填されないで冷却固化する現象。
| 外見 | 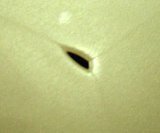 |
 |
 |
|---|---|---|---|
| 現象 | 面内発生型 | リブ、ボス型 | 端部発生型 |
| 原因 | 発生ガス | 肉厚、ガス量 | 樹脂粘度 |
| 外見 | |
|---|---|
| 現象 | 面内発生型 |
| 原因 | 発生ガス |
| 外見 | |
|---|---|
| 現象 | リブ、ボス型 |
| 原因 | 肉厚、ガス量 |
| 外見 | |
|---|---|
| 現象 | 端部発生型 |
| 原因 | 樹脂粘度 |
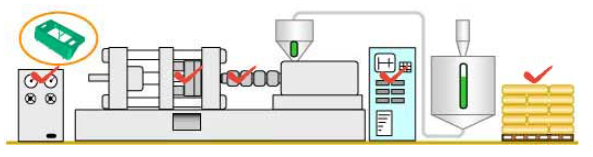
この現象は、
- 樹脂の流動特性(粘度特性)
- 金型デザイン(ゲートデザイン、リブ・ボス等のブッシング構造 ベント機能有無等)
- 直彫り構造
- 成形条件
- 成形機性能 等
に起因し、発生します。
 充填不足のチェックポイントと項目
充填不足のチェックポイントと項目
樹脂流動特性不足 (樹脂粘度が高い)
|
原因
|
対策
|
|---|---|
| 金型温度 | 取出し可能な範囲で高くする。 ただし、成形サイクルが長くなるため、 シリンダ内滞留時間には注意する必要がある。 【参照】 製品資料 |
| スクリュー 不備 |
逆流防止リングの交換。 ただし、射出時のクッション量に バラツキがある場合やバックフローの場合。 |
| 供給不安定 | ホッパー口の樹脂がブリッジの場合、シリンダー後部温度を下げたり、 ホッパー口冷却水量を増加したりする。 背圧不足または過剰の場合、背圧を適正にする。 |
| 射出速度 | 上げる。 高射出率を設定しても充填時間に変化が観られない場合、成形機性能不足や スプルー・ランナー及びゲートにおける圧力損失が過大である可能性があるため、 別途成形機性能や金型デザインの検討・変更が必要。 【参照】 製品資料 |
| 射出圧力 | 上げる。 高圧力設定しても現象が回避できない場合、 前者同様の要因が関わっている可能性が高い。 |
| 樹脂温度 | 使用可能範囲内で高くする。 【参照】 製品資料 |
| グレード | 良流動特性なものに変更する。 |
金型デザイン
|
形状
|
対策
|
|
|
偏肉
(同一Cavity内に薄肉部と厚肉部が共存する場合) |
  |
Cavity内の均肉化を図る。 ただし弊害として、リブ・ボス天面にヒケを誘発する原因となることがあるので板厚関係には注意が必要。 【参照】 製品設計ガイド ( 肉厚、リブ、セルフタップボスの基本寸法 ) |
|
リブ、ボス構造
(特定のリブ、ボス部位に発生する場合) |
 |
形状部ブッシング(入子構造)とし袋小路となる先端部のガス抜きをスムーズにする。 |
|
ためらい現象
(フローパターンやゲートレイアウト不備による場合) |
 |
ゲートデザイン変更(方式、寸法、位置、点数)。 【参照】 製品設計ガイド ( ゲート ) |
|
冷却構造不備
(金型温度分布に不均一が見られる場合) |
 |
金型温調(冷却構造)や金型温度調整機の性能見直し。 |

当社は、当社材料のご使用や、または、当社が提案した、いかなる情報のご利用による御社製品の品質や安全性を保証するものではありません。
御社ご自身により、御社製品への適合性を判断してください。法規制や工業所有権等にも充分にご注意ください。

